金蝶K3车间作业管理
关键需求分析
对于制造企业,手工管理下,车间工序管理存在以下问题:
车间工序进度掌握不准确,手工作业操作,工序进度难以及时全面了解,往往了解的车间工序进程是滞后并且不准确,对管理决策和车间作业调整不利;
车间在制品管理:手工作业情况下,为了保证车间能按时按量完工,往往存有大量的在制品,形成在制浪费,并且还认为是合理的;
车间工序级计划安排,只能是按照根据生产任务单开工完工日期按经验推测确定,往往难以执行;
车间人工实际工时、设备实际工时统计工作困难,甚至统计不出,标准作业时间无法相对更准确的确定;
车间基本生产人员的计时计件工资计算需要单独统计,工作量大。
针对车间管理的问题,制造企业对车间作业管理有以下通用关键需求:
能够根据工艺路线定义的工时定额和资源数、工作中心和工厂日历数据,系统倒排正排工艺计划的工序开工时间和完工时间;
可以处理工序委外、工序返修、工序变更;
提供职工、班组、设备等角度人工工序派工功能;
掌握工序投入、产出、在制信息;
针对操作工的每一班、每一次汇报记录其合格、不合格、返修等数量和耗用工时、设备运行工时等数据信息;
系统能够控制作业管理流程,企业可以根据情况,确定是否在系统管理工序派工和工序移转环节;
系统能够控制按顺序进行工序汇报和不按顺序进行工序汇报;
根据工序汇报进行计时计件工资管理,掌握生产效率,也掌握人工费用信息。
针对大型复杂产品生产的制造企业,对车间作业管理有以下关键需求:
能够解决并行工序的工序计划排程;
可以实时由车间一线生产管理人员和生产工人以直观方便的形式,实时进行工序派工、开工、完工、生产暂停等管理;
关键需求方案
制造企业K/3车间作业管理解决方案如下:
1)提供了工序计划维护、工序计划审核、工序派工、工序汇报、工序移转、工序领料、工序排程、工序委外、工序返修、工序变更等工序管理功能,来满足生产过程中多步骤、多工序的要求;
2)根据企业的自身的业务管理需要,由企业自行是否自动移转、自动派工;
3)提供了计时计件工资的处理;
4)可针对每一具体生产任务决定是否进行工序跟踪;
5)既可工序正排,也可工序倒排;
6)可选择是否使用替代工序或工序外协;
7)既可完全自制,也可部分自制、部分外协,而且可同时向多个加工单位外协;
8)灵活多层次作业分派:既可派工到工作中心,也可派工到资源(设备、人员、班组),并在多资源之间进行分派;
9)可使用工序排程平衡各工作中心与资源的负荷;
10)结合质量管理系统,提供工序检验功能,可选择质量控制点;
11)可以按工序顺序进行汇报,也可以不按工序顺序进行汇报;
针对大型复杂产品生产的制造企业,提供以下解决方案:
在工艺计划能够解决并行工序的工序计划排程;
可以实时由车间一线生产管理人员和生产工人以直观方便的形式,实时进行工序派工、开工、完工、生产暂停等管理;
业务流程
流程描述:
车间作业管理系统,是以确定的生产计划任务为核心,保证车间工序加工过程紧紧围绕生产计划进行,为制造企业提供自生产任务下达后,各工作中心的工序计划及加工优先级的确定、分派、执行、流转。控制投入和产出的工作量,保持物流稳定,减少车间在制品并进行数据收集的全过程监督与控制的系统。旨在帮助企业加强工序级别的管理和控制,从而提高业务管理水平与生产效率、控制降低损耗与成本、提高产品质量与客户满意度。
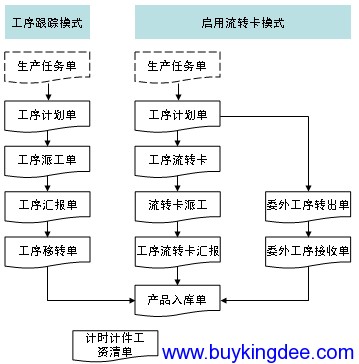
车间作业管理提供了两种车间工序管理方式。
一种是工序跟踪方式,提供工序计划—工序派工—工序汇报—工序移转等业务处理。一般制造企业工序管理复杂,工艺装备、设备精度技术状况、工人技术水平等因素在系统难以管理,工序之间通过流转卡记录,没有工序之间相互交接的原始单据,因此车间作业实施一般在系统外人工派工,仅仅作工序计划和工序汇报。可以在工艺路线和工艺计划选定自动派工,自动移转,实现工序计划—工序汇报的业务处理。
另一种是工序流转方式,提供工序计划—工序流转卡—通过流转派工工作台派工—工序流转汇报—委外工序转出与接收等业务处理。
两种方式的主要差异:
工序流转方式可以把一个任务单分成多个流转卡,进行派工汇报,并且处理委外工序发出、接受、财务核算,但必须按工序顺序汇报;
工序跟踪方式则可以通过移转单解决加工产品价值高、体积小、容易丢失的企业,关于工序交接过程必须履行手续的要求,此外可以通过参数设置不按工序顺序做工序汇报,但委外工序处理简单;
请根据企业具体情况选用其中一种,优先推荐工序流转方式。
下面分别说明其业务流程。
工序跟踪方式
工序计划安排
生产部计划员安排的生产任务单为工序跟踪类型时,系统自动生产工序计划单,车间生产管理人员车间主任根据工序计划单是决定是否使用替代工序前提(前提必须在生产数据管理录入替代工序),并由设置的工艺路线的工序各种时间按正排或倒排的方式,进行工序计划开工/完工日期重排。 车间生产管理人员安排工序计划时,可精确安排到班组、操作工、设备,并可重点说明工序的加工说明。
车间生产管理人员可根据工艺要求、车间实际产能情况进行工序委外,选择对应的工序委外加工厂。
工序发料
在机械大量生产企业,一般需要按工序发料。需要工序领料的产品,可以在BOM录入领料的工序,仓库保管员根据工序计划产生工序领料单并打印,备料送料到车间,车间领用后签收领料单;仓库保管员根据签收的领料单在系统审核领料单更新库存。
派工安排
车间生产管理人员或班组长可以按每天工作计划指派工作量到班组、操作工、设备等,做为他们的作业指导,安排派工后,根据派工单执行明细表就可快捷的掌握操作工的工作进度。
工序汇报
操作工人下班时,通过工序汇报及时汇报当天或当班完成的工作情况,包括实作数量、合格数量、因工报废数量、因料报废数量、返修数及人工、设备的实作工时信息,车间生产管理人员通过工序汇报可掌握每个操作工的工作量完成情况和工作绩效情况,并且掌握工序的投入产出情况。
工序移转
操作工相互之间的工作交接通过工序移转完成并记录,可有效的掌握好在制产品,防止操作工人之间相互推委,造成责任不清,优化现场管理。
操作工汇报时含有需要返修在制品时,通过移转单进行返修,选择返修的起始工序,并由系统启动返修的作业流程,有效管理返修作业。
工序检验
重点控制工序,质量部会做过程控制,需要做工序检验。工序汇报后,如果检验,由质量管理员根据工序计划单生成产品检验单,填写检验结果,检验合格后,在制品移转到下到工序进行生产,工序是否检验需要事先定义,有三种选项:免检、抽检和全检。
工序完工入库
操作工或车间生产管理人员汇报最后一道工序的合格数后,合格的产品就要办理入库手续,可由末道工序的报工移转下推产品入库单,也可以在入库单的来源单据选择中定义工序移转单,由报工移转单自动生成产品入库单,提高工作效率。
工序流转卡方式
工序计划安排
生产部计划员安排的生产任务单为工序流转卡类型时,系统自动生产工序计划单。
安排工序流转卡
车间生产管理人员根据生产任务安排工序流转卡,一个任务单可以安排1个或多个工序流转卡。
工序排程和派工工作台
车间生产管理人员通过派工工作台对集中对工序流转卡进行派工处理,依照不同的优先法则对工序流转卡的优先级进行设置。流转派工工作台功能帮助企业充分利用车间生产能力,合理排产,为车间管理人员调度生产提供了决策依据。
流转卡汇报
操作工人加工完工序后,在工序流转卡填写完工和质量情况;车间生产管理人员根据工序流转卡在系统进行流转卡汇报,收集产品工序执行情况,质量问题可直接录入不合格原因和相应的数量。系统提供批量汇报、快速汇报以及条码汇报功能,供企业根据情况选用。
委外工序转出、接收及核算
委外工序可以在系统录入委外工序转出单、委外工序接收单,对工序委外的转出和接收进行管理,并可记录委外工序的加工单价。委外工序接收后,财务人员根据委外供应商加工完成后返回的数量及单价、金额,作为开票依据,在委外加工管理系统生成购货发票。之后财务人员在存货核算系统,按采购发票(委外工序)、委外工序接受业务生成凭证,并根据委外工序转出单、委外工序接收单进行工序委外结算。
工序检验
同工序跟踪方式,根据工序计划进行工序检验控制。
工序完工入库
操作工或车间生产管理人员根据流转卡汇报最后一道自制工序工序的合格数,或者最后一道委外工序在录入委外工序接受的合格的产品,在系统做产品入库单,进行产品入库。
关键业务控制
车间作业计划安排及控制
生产部计划员把生产任务单下达后,各车间根据其作业工序,生成工序计划,工序发料的仓库保管员严格按投料单物料品种和数量进行发料;车间生产管理人员或班组长,根据其管理的需要,对工序计划单可进行调整,确定工序计划单的开工、完工时间、班组、操作工、设备、加工说明,对于车间规模比大,操作工比较多,可以进行派工作业,由派工作业指派各班组、操作工的日工作计划;或者根据企业实际的产能情况等因素,确定是否需要进行工序委外等,由工序计划安排、派工作业,车间生产管理人员可以优化车间作业安排,合理分配工作量,细化车间作业指派。
车间作业流程控制
车间管理系统满足不同规模、不同管理要求的制造企业,企业的生产部或车间可以根据企业、车间自身的要求灵活定义车间的作业流程,精细化管理模式下,企业细化管理每个一个环节时,工序跟踪方式可以按工序计划->派工单->工序汇报单->移转单来记录车间生产每个环节的信息,而对小规模或管理相对粗犷的企业,可以采用自动派工、自动移转,并由系统参数控制是否显示自动生成的派工单、移转单,记录关键信息,简化操作。
工序投入产出控制
操作工按车间生产管理人员、车间班组长指派的工作量进行生产,生产完毕后,由其自己或由车间文员,录入其作业量,通过作业量的录入,可以反应出车间操作工当班完成的实作数量,并根据是否经过质量检验,最终确定合格数量、报废数量、返修数量等。针对操作工人有时只管作不管是否与作业计划相匹配的情况,系统由参数控制其派工的数量与其接收上工序数量对比,其汇报的实作数量与其接收上工序数量的对比。
工序返修
操作工在作业过程中,由于种种原因发现不合格的在制半成品,通过返修后可以正常使用,应该报车间统计员(文员)作工序汇报时,录入可返修的数量,然后到车间主任或相关技术人员,确定返修的工序过程,并且要对返修进过程进行管理,可由K/3系统的返修工序管理实现,并由系统记录,做跟踪,返修完成后继续后续的工序作业。
计时计件工资
车间以岗定薪时,K/3系统按工种定义不同岗位的计时工资标准,由工序汇报单记录的实作工时,自动计算出操作工的计时工资,车间按件计薪时,K/3系统作业工序定义不同的计件工资标准,由工序汇报记录的合格数量,自动计算出操作工的计件工资,大大提高车间统计员(文员)的工作效率,并且有利进一步把握操作工计时计件工资的准确性和及时性。
控制按顺序和不按顺序进行工序汇报
可以通过车间作业管理系统选项,控制不按工序顺序或者严格按工序顺序进行工序汇报。
关键信息处理
制造企业使用K/3系统车间管理模块,把车间生产过程的相关数据准确、及时、完整的录入K/3系统中,系统提供灵活丰富的业务查询功能和统计分析功能,帮助车间管理人员实时掌握车间生产进度,工序的投入产出情况等等车间动态执行的信息。并根据相关的信息,管理人员可以进行车间业务的动态跟踪,针对实时发生的情况,做及时的调整。K/3系统车间作业管理关键信息处理有:
工序执行情况相关报表
工序执行明细/汇总表、工序在制品统计表可以准确反应每种产品对应的生产任务单在每道工序上执行情况,是车间进度的明细展现,通过这些表,车间主任等车间管理人员一目了然的知道车间的生产组织情况。
派工单执行进度表
车间管理人员查询派工单执行进度表,可以随时了解按派工单组织生产时操作工对指派的工作量的完成情况,掌握操作工的生产进度,做相关的调整处理。
工序移转执行明细表
车间主任通过查询工序移转执行明细表,可以掌握操作工在各个工序间的在制品移转和交接情况,防止操作工相互之单数量交接不清和扯皮现象。
在制品投入产出明细表
车间管理人员查询在制投入产出明细/汇总表可以很快的掌握工序间在制品的分布情况,以及由于异常操作造成在制品变动的数量情况,掌握整个生产过程中的异常情况和调整情况。
计时计件工资报表
车间统计员(文员)通过查询计时计件工资报表,可以按时间段直观看到车间操作工的计时计件工资金额,对工资申报、汇报的处理时间效率大大提高。
应用效益
精益生产模式下,K/3车间管理提供系统保证,细化过程管理,并且根据企业的模块、人员配置、管理精细程度等要求,灵活的参数搭配控制,实现多种流程。
生产任务、工序计划、工序派工组成多层级计划管理,保证执行的科学化、合理化和执行的有效化,消除“多做不一定是好事”、“做错、做串”等等矛盾,同时车间管理人员可从整体上协调资源、合格配置、灵活调度,优化车间作业安排。
精确的反映车间工序投入、产出、在制品情况,让生产管理人员快速掌握生产进度,并根据生产计划安排,与实际执行的情况进行对比、预警,做生产跟催,保证按工期完工,服务于销售业务按期交货。
提供工序领料,可做限额领料控制,严格控制生产中原材料的投入,降低在制原料数量,优化原物料运作效率。
全面的业务控制、信息记录,车间管理提供工序质量管理流程,对关键工序采取相应的检验方案,并根据检验记录,做完整而全面的质量分析,进行持续不断的质量改进。另外车间汇报记录人工、机器的实作工时,可逐步提高工序作业标准工时定义的准确性,有利于产能安排等。
车间管理提供直接人员的作业量、作业工时的数据及时、准确、完整,制造企业根据单位计件工资、单位计时工资,可以实现系统自动计算直接人员计时计件工资的;成本计算时,直接把车间管理的计时计件工资引入生成工人费用,提高成本计算数据的准确性。长期的记录、跟踪计时计件工资,车间管理人员、薪资管理部门可通过测量、分析,进一步优化计时计件工资标准,保证直接人员合理的酬劳、工作积极性,也合理控制人工费用、人力成本和产品成本结构。